Sheet Metal Tab And Slot Design Guide

Tab And Slot Certiflat Weld Table The Garage Journal Board Welding Table Welding Projects Weld

Portable Welding Table Plans Weldingtable In 2020 Welding Table Welding Projects Welding

How To Build A Certiflat Welding Table Step By Step Part 1 Fabblock Welding Table Welding Table Diy Welding

Small Welding Table Ideas Weldingtable In 2020 Welding Table Welding Projects Welding Art

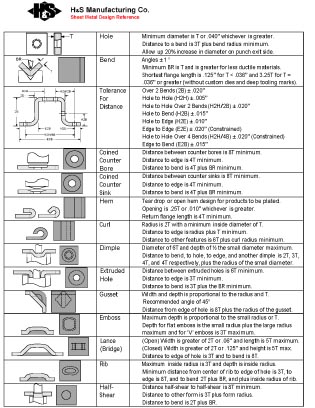
Sheet Metal Design Guidelines How To Design Good Sheet Metal Parts

Building A Tab And Slot Certiflat Welding Table Youtube Welding Table Welding Table For Sale Welding Table Diy

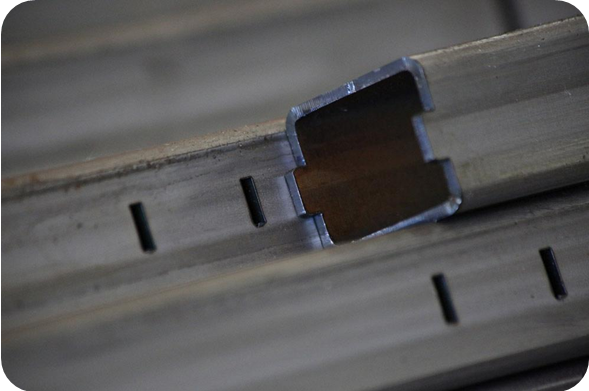
Bends in sheet metal are manufactured using sheet metal brakes.
Sheet metal tab and slot design guide.


Certiflat 36 X42 Fabblock Welding Table Welding Table Welding Projects Welding And Fabrication

Certiflat 36 X42 Fabblock Welding Table Welding Table Welding Projects Welding
Https Cdn2 Hubspot Net Hubfs 340051 Design Guides Xometry Designguide Sheetmetal Pdf
Why And How You Can Create Self Locating And Self Fixturing Designs Using Solidworks 2018 Engineers Rule

Electrical Design Packages Locker Storage Design Packaging Design

Slot Hang Tab With Euro Hole Reinforcer Rr33 045 2 000 Roll By North 108 70 Slot Style Hang Tab Is Merchandising Displays Peg Board Reinforcer

Spell Slot Trackers For All Classes Dnd 5e Pdf Dungeons And Dragons 5e Dnd Monster Cards

Welding Table Homemade Weldingtable Welding Table Welding Table Diy Table Accessories

Sheet Metal Design Guide Geomiq

Certiflat 36 X48 Fabblock Welding Table Welding Table Welding Projects Welding

Snaplock Punch For Sheet Metal Sheet Metal Metal Metal Fabrication

Cnc Panel Joinery Notebook Make Woodworking Joints Cnc Furniture Woodworking Joinery

Shancovane Se Naricha Proces Pri Kojto Metalni Materiali Se Formuvat Chrez Metod Narechen Plastichna Defo Sheet Metal Fabrication Metal Stamping Metal Fabrication
2018 Solidworks Help Creating A Tab And Slot

Vertical Tubing Bender Metal Working Tools Bender Homemade Tools

Pin On Projects To Try

Instructions On How To Install Wall Control Slotted Tool Board Hooks Shelves And Tool Board Accessories Into Wall Control M Peg Board Tool Board Installation

Welding Table Material Weldingtable Welding Table Welding Projects
Welding Positioner Certiflat Diy Turning Positioner Welding Positioner Diy Welding Welding Projects

We Offer A Comprehensive Range Of Clamping Elements Such As Square Stops Bolts Screw Clamps Etc In Order To Table De Soudage Soudure Diy Outils De Garage

Certiflat 36 X48 Heavy Duty Leg Kit Welding Table Welding Welding Table Diy

Sheet Metal Fabrication Design Guidelines

Pin On Square Steel Pipe Supplier And Tube Manufacturer

Cigar Box Guitar Gbd Chord Chart Google Search

Sheet Metal Slot And Tab Autodesk Community

Sheet Metal Box 2 Peice Https Itp Nyu Edu Fab Intro Fab Week 4 Enclosures List Metalla Inzhenernoe Delo Mebel Iz Stali

Metal Earth T 34 Tank Metal Model Kit Metal Model Kits Metal Earth Model Kit

Pin On Interior Design Guide

Tips For Making Sheet Metal Parts Machine Design

6x6 Greenhouse Build With Slotted Angles And Corrugated Plastic Roofing Panels Rustic Pergola Modern Pergola Roof Design

Customized 20u Enclosure Drawer Show We Offer Precision Sheet Metal Fabrication Service Sheetmetal M Sheet Metal Fabrication Metal Fabrication Custom Metal

How To Make Chandelier Soda Tab Earrings Recipe Diy Earrings Easy Soda Tabs How To Make A Chandelier
Resources H S Manufacturing Co Contract Manufacturing Services

Pin Pa Utepeis

This A A Beautiful Tig Weld Schweissen Schweissideen Metallkunst

Auto Adjust Toggle Clamps For Weld Tables With 5 8 Holes Welding Table Metal Working Tools Metal Fabrication Tools

More Minis Blogspot Dollhouse Door Hinging Guide Doll House Dollhouse Door Dollhouse Miniature Tutorials

The Universal 3d Welding Table Meets All Requirements For Horizontal As Well As Vertical Applications With This Modular System Welding Table Welding Projects

Solidworks Tab And Slot Feature For Sheet Metal And Weldments Youtube

Tab And Slot Tool Tote Plans Tool Tote Tools Tool Organization

Pin On Metal Earth Stainless Steel Model Kits

Pair Of Bar Stool Steel Industrial Design Custom Design High Chair Bar Furniture Pub Lounge Kitchen Industrial Wall Shelves Wall Shelves Bar Stools

Aluminium Electronics Housings Www Vandf Co Uk
Source : pinterest.com
