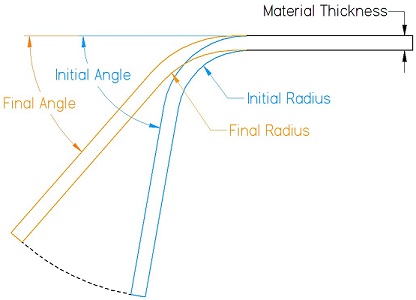
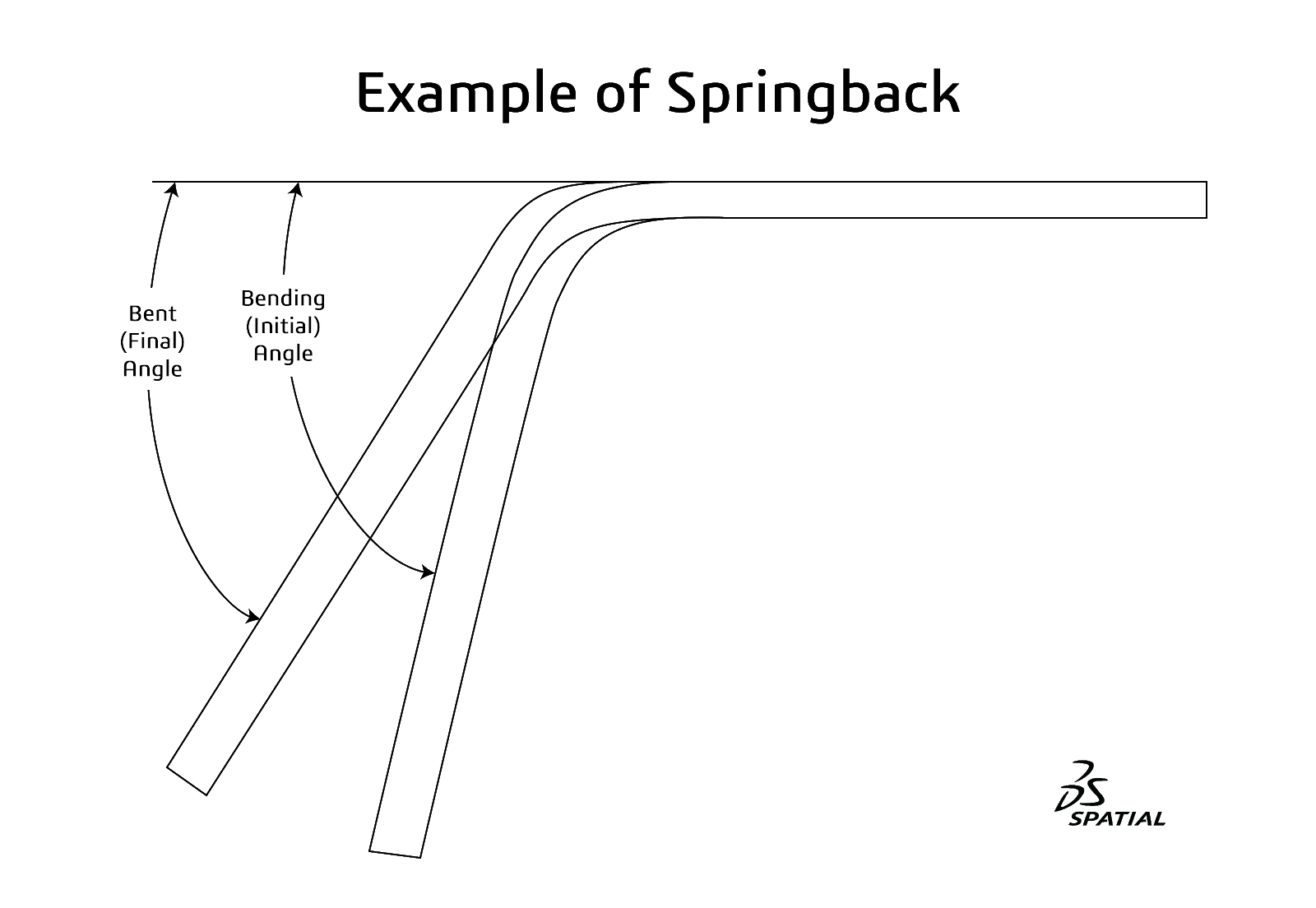
Spring Back Effect In Sheet Metal Bending

Bending Basics The Hows And Whys Of Springback And Springforward
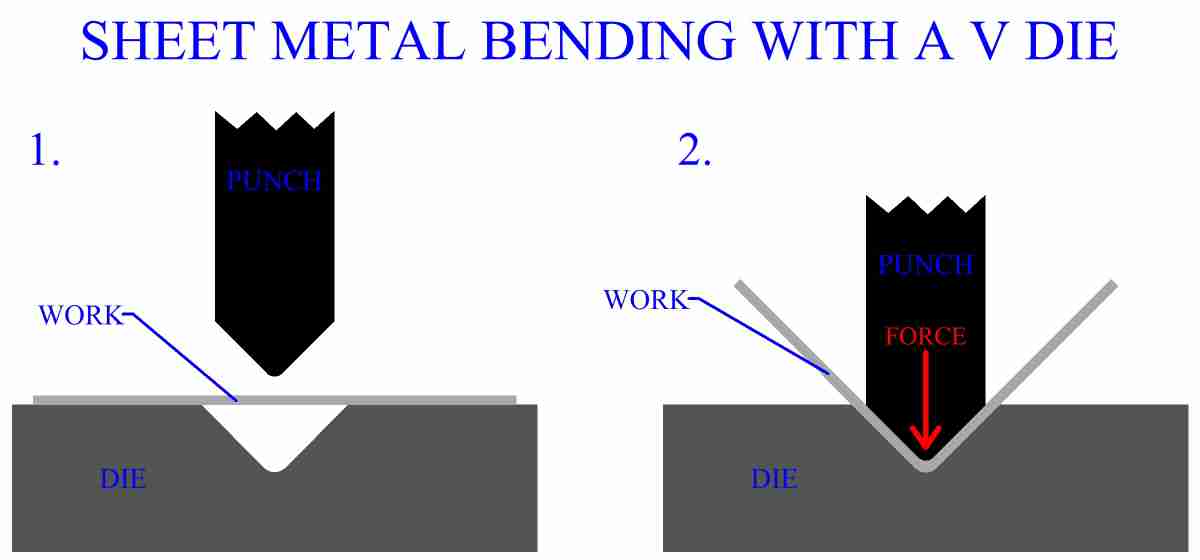
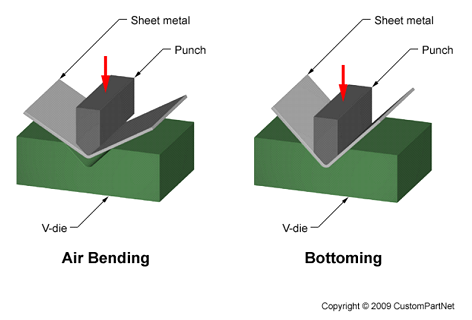
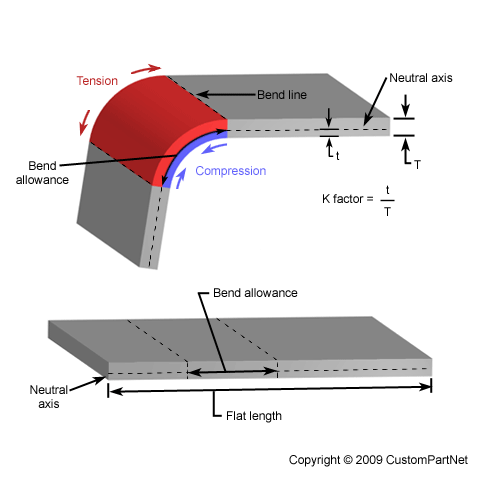
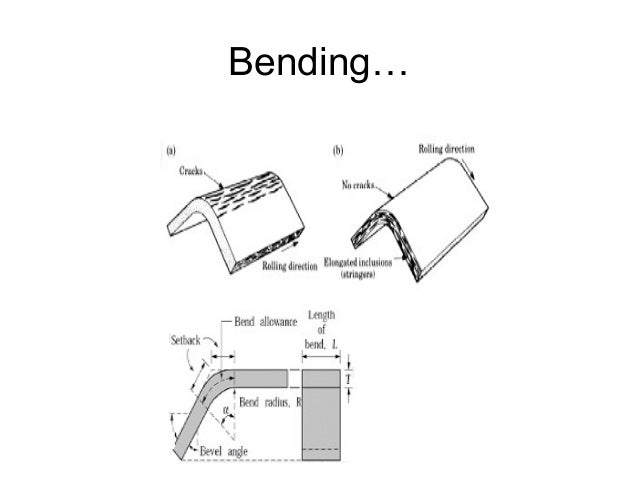
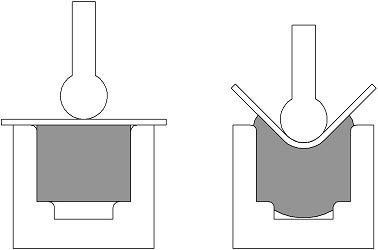
Sheet Metal Bending

Sheet Metal 04 Bend Allowance Spring Back Youtube

Springback Is The Factor For Every Industrial Deformation Of Metal Which Take Effect And Should Be Considered Dur Press Brake Press Brake Tooling Metal Bending
How Calculate Mitigating Springback Effect In Sheet Metal Stampingsimulation
Spring Back Sheetmetal Me

This type of springback problem is easily adjusted for by adding simple over bend or compensation.
Spring back effect in sheet metal bending.
Sheet Metal Forming

Springback Calculator Beta Can Predicts The Amount Of Springback
What Is Springback Compensation

Webinar Fundamentals Of Bending Metal With Press Brakes Part 1 Press Brake Metal Metal Working
Https Www Mdpi Com 2075 4701 7 9 380 Pdf

This Cincinnati Webinar Is On The Fundamentals Of Bending Metal With Press Brakes Part 1 Of 2 Metal Fabricators And Product D Press Brake Metal Metal Working
Wire Mesh Bending Machine Wire Mesh Press Brake Tooling Mesh

How To Compensate For Springback When Bending High Strength Steel Youtube

Minimum Bend Radius Calculator In Sheet Metal Or Plate

Bending Metalworking Wikipedia

Pdf Study On Effects Of Spring Back On Sheet Metal Bending Using Simulation Methods

Press Brake Bending Basics A Guide To Sheet Metal Bending Machinemfg

91630000 Radius Mini Bender Metal Bending Tools Sheet Metal Fabrication Metal Bending
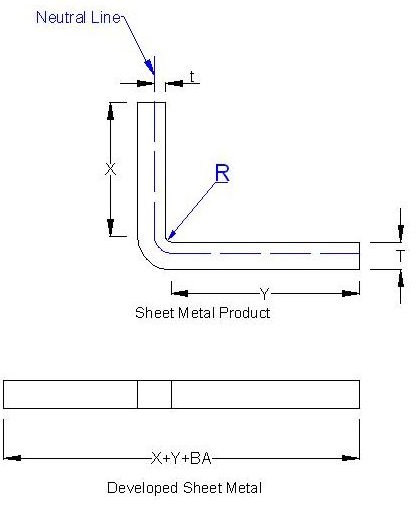
Sheet Metal Design Guide Calculate Bending Allowance Accurately Bright Hub Engineering

6 Spring Back In Bending Of Sheets And Plates Bending Deformation Engineering
Dr R Narayanasamy Bending Of Sheet Metals

Pdf Laser Bending Of Stainless Steel Sheet Metals

Metal Origami Flat Pack Sheets Form Super Strong Shapes Sheet Metal Metal Sheet Design Metal Design
Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gcstma L Bevhbpa F H4vb51how0nqlosgwjjyoazxvd4kwtdb7 Usqp Cau
Https Www Mdpi Com 2075 4701 7 7 235 Pdf

Welding Projects Diy Welding Welding Projects Metal Working Blacksmithing

Crack Formation In The Bending Zone Download Scientific Diagram
About Y Factor And K Factor

Scissor Column Forming Clamps Concrete Column Clamps Steel Bar

The Specific New Standard Sleeve For The Wila Tang Use Less Expensive American Style Tooling For Flattening H Press Brake Tooling American Style Press Brake

Pdf Effect Of Bottoming On Material Property During Sheet Forming Process Through Finite Element Method
Large Bend Radius Sheetmetal Me

Pin On Guns

Studio Time Capsule S T C Aluminum Fabrication Toyota 2000gt Toyota Aluminum Fabrication

Pdf Determination Of Copper Sheet Metal In V Bending Dies J
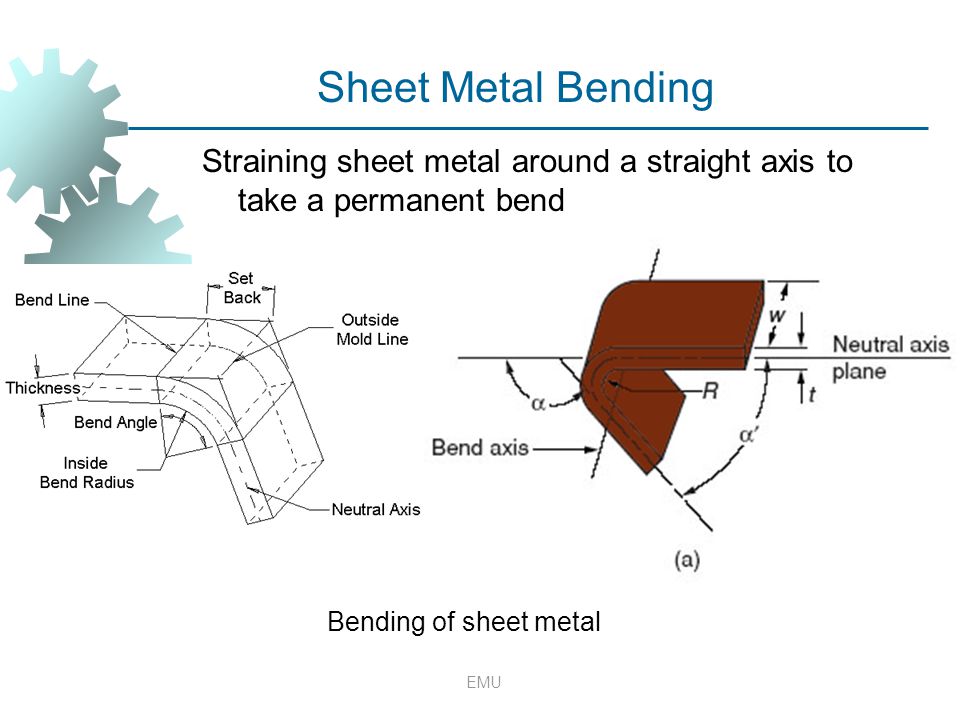
Sheet Metal Forming Lecture 6 Emu Ppt Video Online Download

Tutorial 5 Ansys Workbench Static Structural Finite Element Analysis Of Finite Element Analysis Tutorial Metal Stamping

Sheet Metal Manufacturing The Definitive Guide Blog
Pdf Effect Of Die And Punch Radius On Springback Of Stainless Steel Sheet Metal In The Air V Die Bending Process

Jamey Jordan Jameyjordan Websta Custom Car Interior Sheet Metal Fabrication Sheet Metal

Strongway 20 Ton Hydraulic Shop Press Hydraulic Shop Press Shop Press 20 Ton Hydraulic Press
Http Www Diva Portal Org Smash Get Diva2 1198837 Fulltext01 Pdf

Handy Vice Grips Mod For Holding Pieces At 90 Degrees Easy Tool Modification Weldingweb Welding Forum Welding Projects Metal Working Tools Metal Projects

Tricked Out Harbor Freight Bead Roller Of Awesomeness By Bobs409 Something I Built This Past S Sheet Metal Fabrication Sheet Metal Tools Metal Working Tools

Sheet Forming Process An Overview Sciencedirect Topics

Manufacture Products By Sheet Metal Bending With A Wide Range Of Process And Materials Gestion De Compras

Apply The Force Of Gravity Or Mimic The Action Of Springs Returns In Fusion 360 Model Realistic Cam And Follower Fusion Autodesk Inventor 3d Printer Designs
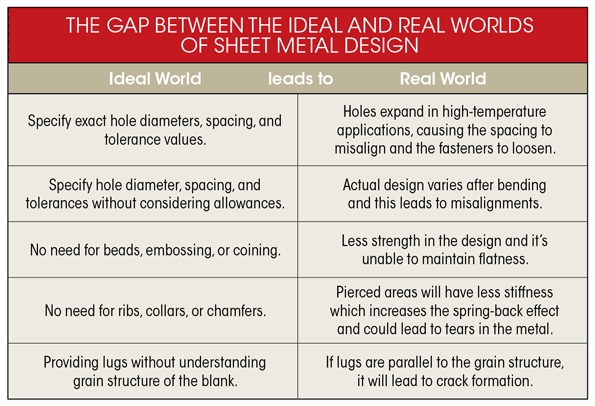
Following Dfm Guidelines For Working With Sheet Metal Machine Design
Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gctwgymhykxnhglmpcnayrqslqzoz 9e58fwatgnsfk71ki1ov4l Usqp Cau
Source : pinterest.com
