Springback In Bending Of Sheet Metals And Plates
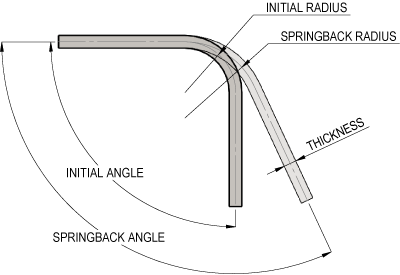
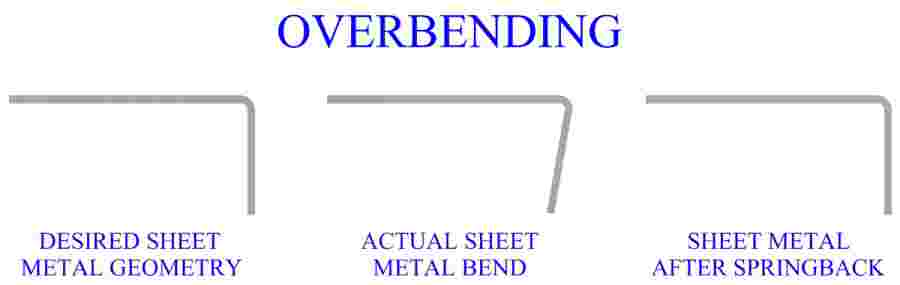
Accounting For Springback In Sheet Metal Bending
Spring Back Sheetmetal Me

6 Spring Back In Bending Of Sheets And Plates Bending Deformation Engineering

Springback Calculator Beta Can Predicts The Amount Of Springback

Sheet Metal 04 Bend Allowance Spring Back Youtube
Press Brake Bending A Deep Dive Into Springback

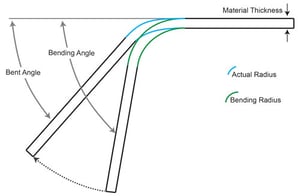
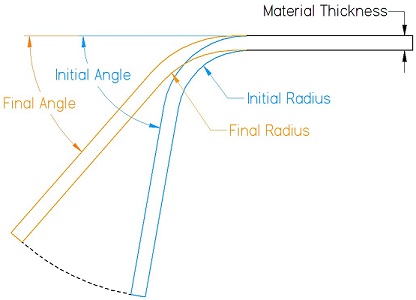
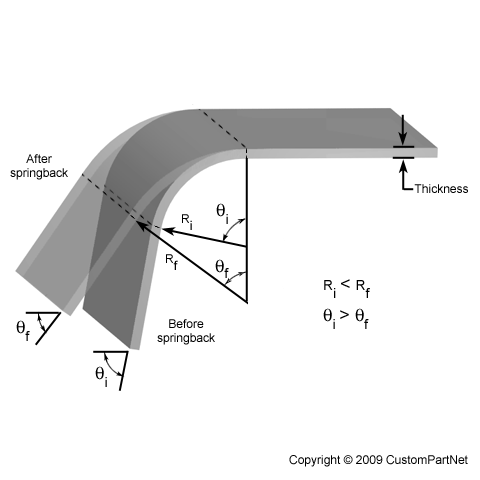
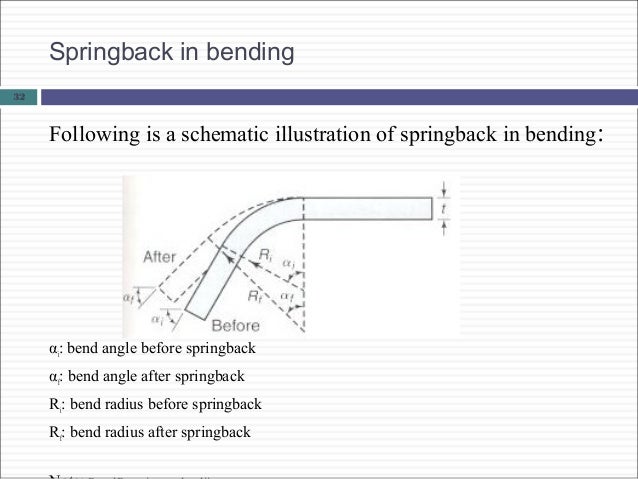
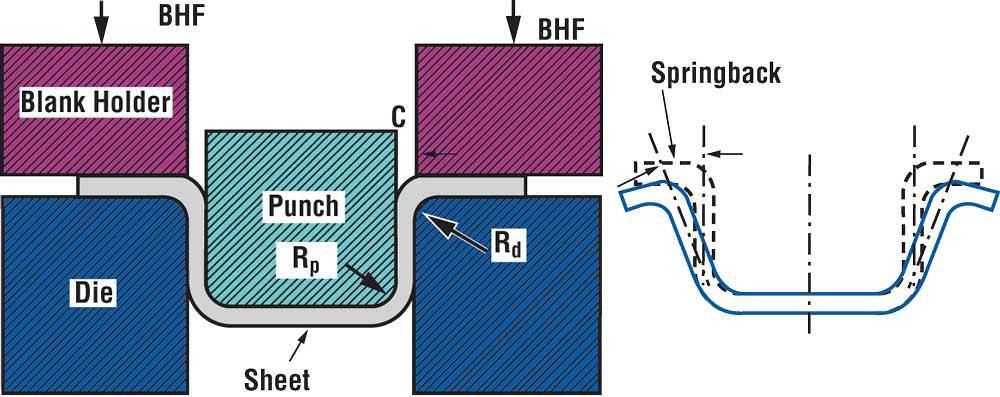
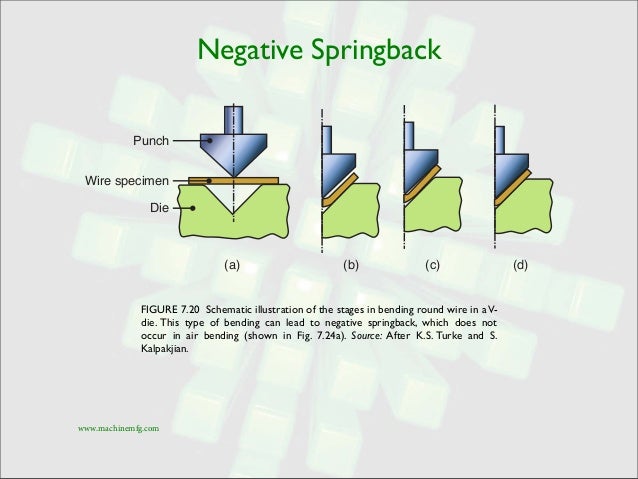
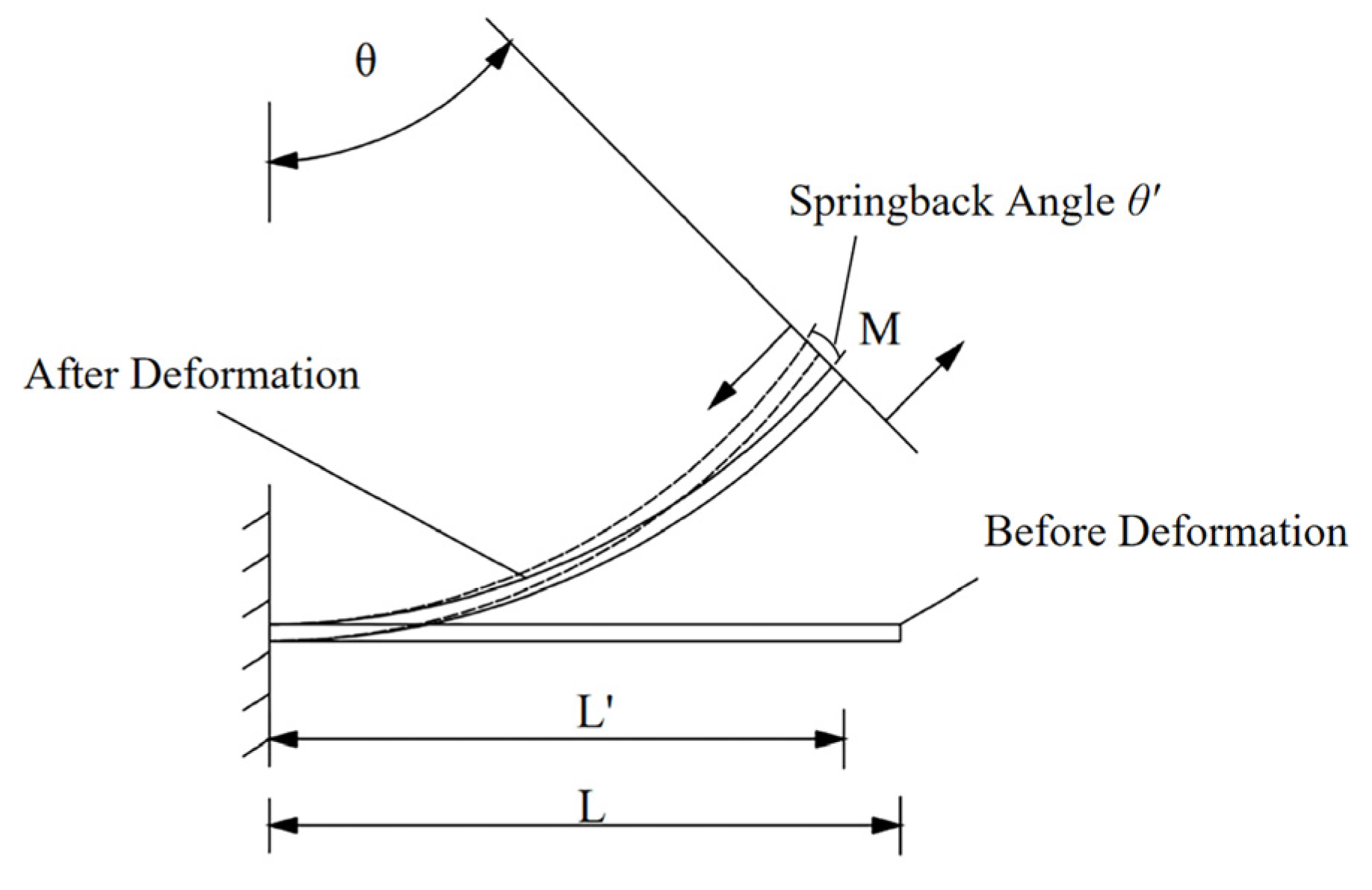
This distortion is termed springback.
Springback in bending of sheet metals and plates.
Bend Allowance And Springback In Air Bending

Bending Basics The Hows And Whys Of Springback And Springforward
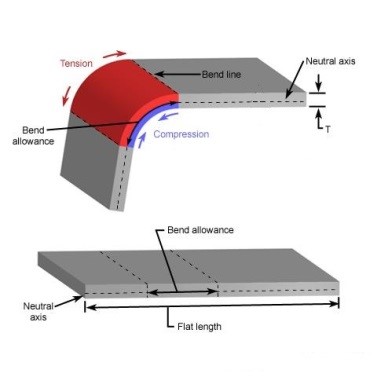
Sheet Metal Forming
Springback Calculator
Sheet Metal Bending

Sheet Metal Forming Process Chapter 7 Ppt Download
Class Sheet Metal Processes
Pdf Effect Of Die And Punch Radius On Springback Of Stainless Steel Sheet Metal In The Air V Die Bending Process

6 Spring Back In Bending Of Sheets And Plates

Table 5 3 From Sheet Metal Forming Analyses With Spring Backdeformation On U Bends In Isotropic Plates Semantic Scholar

Chapter 16 Sheet Metal Forming Processes Sheet Metal Parts A B Figure 16 1 Examples Of Sheet Metal Parts A Die Formed And Cut Stamped Parts B Ppt Download

Pdf An Overview Of The Impacts Of Material Parameters On Springback

Pdf Study On Effects Of Spring Back On Sheet Metal Bending Using Simulation Methods
Bending Thick Steel Plate The Chicago Curve

Spring Back Compensation Tube Bending Sheet Metal Steel Metal Spring Angle Text Steel Png Pngwing

Analyzing The K Factor In Sheet Metal Bending
Pdf Springback Reduction In Sheet Metal Bending Process
Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gcstma L Bevhbpa F H4vb51how0nqlosgwjjyoazxvd4kwtdb7 Usqp Cau
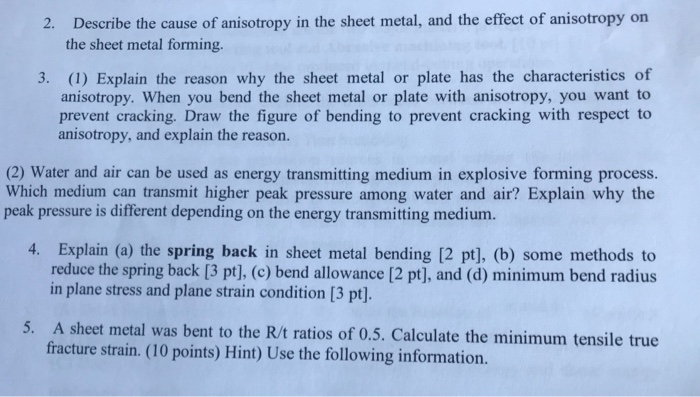
Solved 2 Describe The Cause Of Anisotropy In The Sheet M Chegg Com

Harsle Blog Sheet Metal Forming Bending
R D Update Springback In Stamping Part I

Spring Back And Spring Go Behaviors In Bending Of Thick Plates Of High Strength Steel At Elevated Temperature Sciencedirect
Https Www Mdpi Com 2075 4701 7 9 380 Pdf

Illustration Of Sheet Metal Forming Before Spring Back Compensation Download Scientific Diagram

Pdf Bending Force And Spring Back In V Die Bending Of Perforated Sheet Metal Components
Pdf A Study On Spring Back In U Draw Bending Of Dp350 High Strength Steel Sheets Based On Combined Isotropic And Kinematic Hardening Laws

Pdf Study The Effects Of Spring Back On Sheet Metal Bending Using Mathematical Methods

Pdf Springback And Residual Stresses After Stretch Bending Of Workhardening Sheet Metal
Pdf Springback Analysis Of Sheet Metal Laminates After U Bending

How To Compensate For Springback When Bending High Strength Steel Youtube

Study The Effects Of Spring Back On Sheet Metal Bending Using Mathematical Methods Semantic Scholar

Stability Of A Suppression Method Of Dent And Spring Back In Zigzag Bending Of Sheet Metal Plate Scientific Net
Pdf Analytical Prediction Of Springback Based On Residual Differential Strain During Sheet Metal Bending

Schematic Illustrations Of U Bending With Bottom Pushing Up Download Scientific Diagram

Stainless Steel Bending Key Point Springback Analysis Machinemfg
Https Www Mdpi Com 2075 4701 10 6 780 Pdf

Experimental Investigation Of Large Radius Air Bending Request Pdf

Why My Abaqus Model For Springback Is Like This Image Attached

Minimum Versus Recommended Inside Bend Radius

Pdf Effect Of Die And Punch Radius On Springback Of Stainless Steel Sheet Metal In The Air V Die Bending Process Semantic Scholar
Sheet Metal Forming Processes
Metals Free Full Text Springback Prediction Of Dieless Forming Of Azm120 Sheet Metal Based On Constitutive Model Html
Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gcsbb0xyk4mupqo1tr28pmd2zudpztor20sazdwyl9nvw8bvju 1 Usqp Cau
Source : pinterest.com
