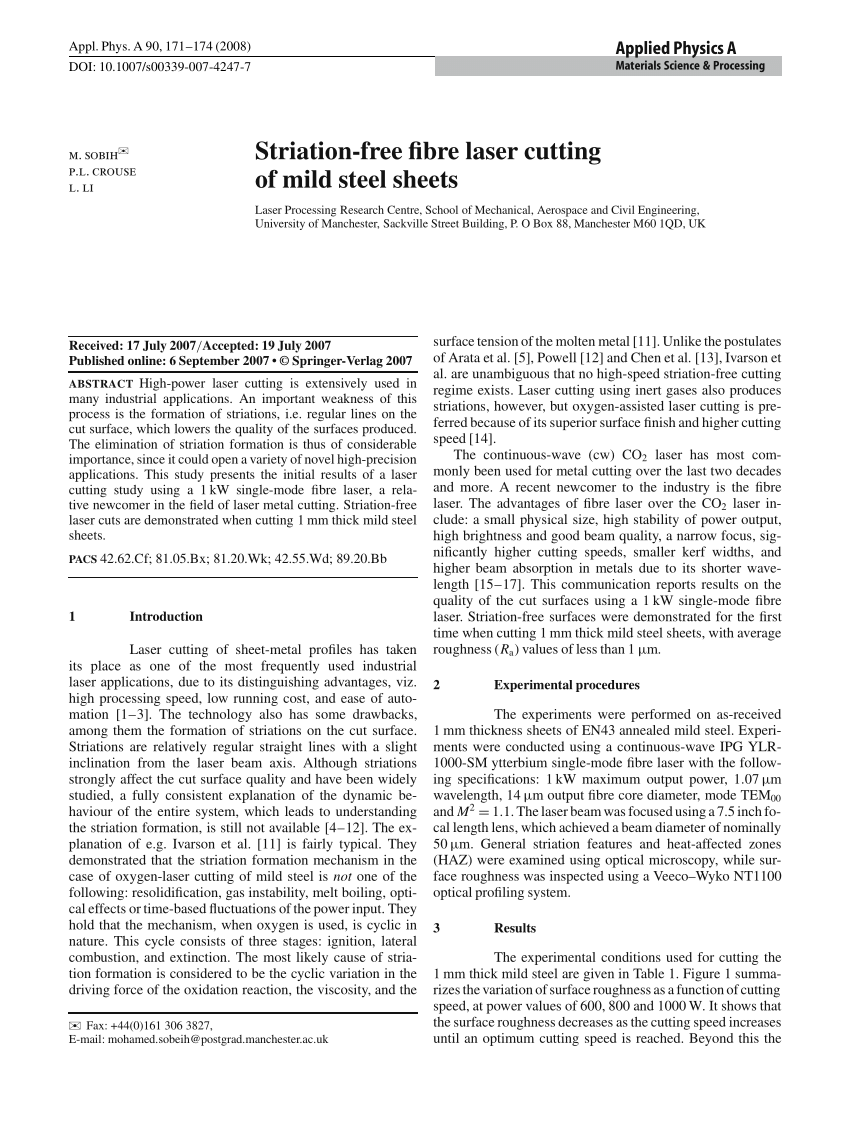
Striation Free Laser Cutting Of Mild Steel Sheets
Pdf Striation Free Fibre Laser Cutting Of Mild Steel Sheets

Fibre Laser Cutting Of Thin Section Mild Steel An Explanation Of The Striation Free Effect Sciencedirect
Laser Cutting Edge Quality Factors Affecting Laser Edge Finish Charles Day Steels
Influence Of The Real Geometry Of The Laser Cut Front On The Absorbed Intensity And The Gas Flow Springerlink

Pdf Generation Of The Striations During Laser Cutting Of Mild Steel

Pdf Inert Gas Cutting Of Thick Section Stainless Steel And Medium Section Aluminum Using A High Power Fiber Laser

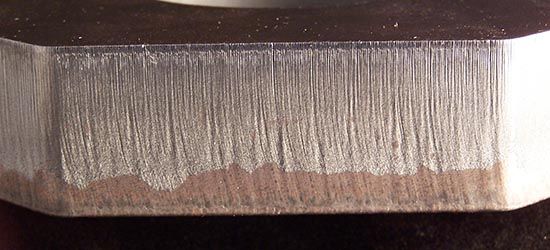
The optimal operating windows are presented and a mathematical method is proposed to estimate the critical speed at which striation free cut can be obtained.
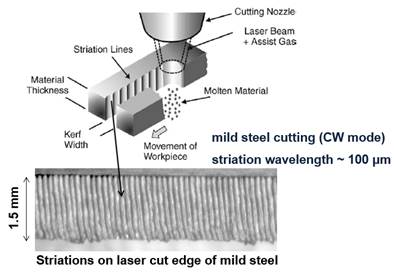
Striation free laser cutting of mild steel sheets.

Analysis Of Striation Formation And Suppression Strategy On Upper Edge Of Cutting Surface In Laser Cutting

Pdf Laser Oxygen Cutting Of Mild Steel The Thermodynamics Of The Oxidation Reaction

Laser Cutting An Overview Sciencedirect Topics

Pdf Cutting Of 1 2mm Thick Austenitic Stainless Steel Sheet Using Pulsed And Cw Nd Yag Laser

Pdf Fibre Laser Cutting Of Thin Section Mild Steel An Explanation Of The Striation Free Effect Semantic Scholar

Relationship Between Temperature At Cut Front Edge And Kerf Quality In Fiber Laser Cutting Of Al Cu Aluminum Alloy Sciencedirect
Https Link Springer Com Content Pdf 10 1007 2f978 1 4471 3384 1 2 Pdf

Wouldn T That Be Nice I Ll Have To Find A Cheaper Version Japanese Kitchen Knives Shun Knives Knife

How To Achieve A Laser Cut With Fine Edge Quality

Metal Retaining Wall Sonoma This Custom Metal Retaining Wall Was Designed To Create A Flat Surface Within A Sl Steel Retaining Wall Corten Steel Retaining Wall

Pdf A Study Of The Laser Cutting Process Influence Of Laser Power And Cutting Speed On Cut Quality
Https Lia Scitation Org Doi Pdf 10 2351 1 5061006
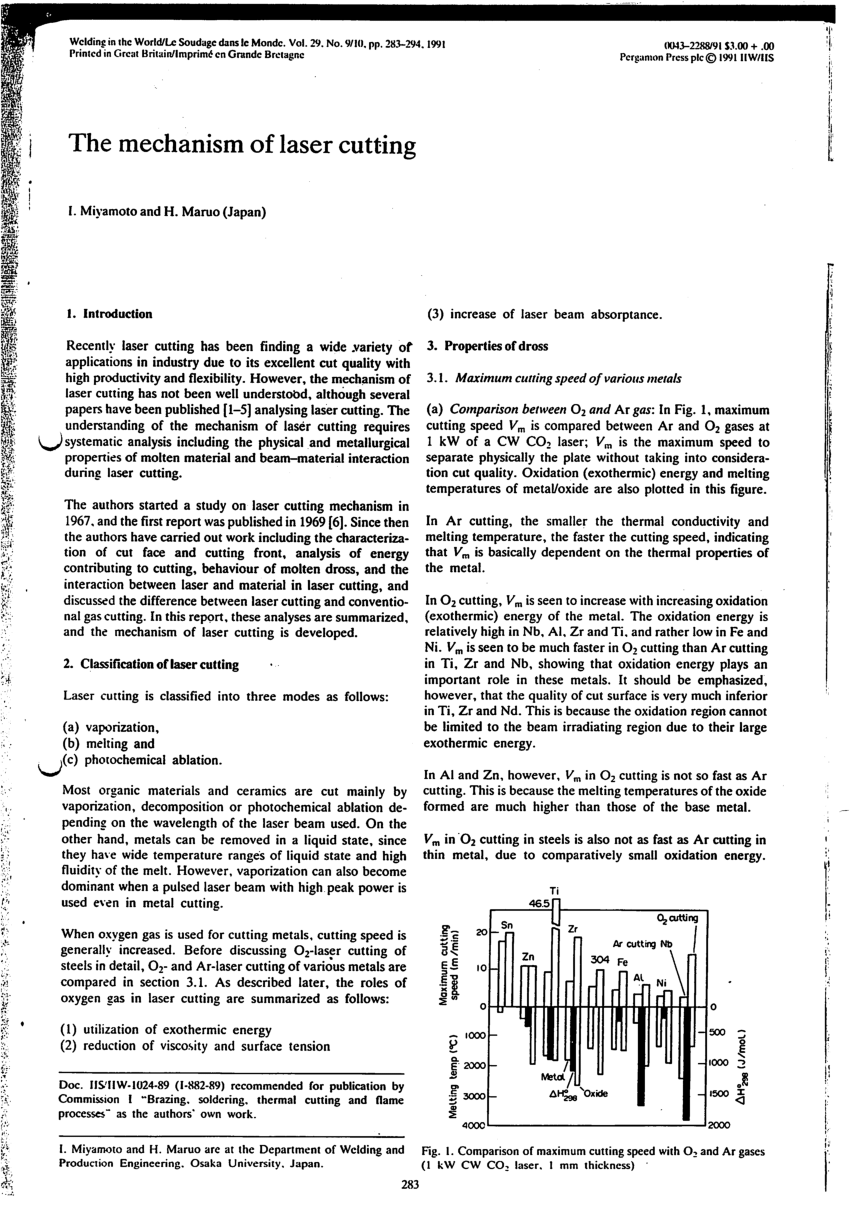
Pdf Mechanism Of Laser Cutting
Rrcat Raja Ramanna Centre For Advanced Technology Indore
Metals Free Full Text Experimental Optimization Of Nimonic 263 Laser Cutting Using A Particle Swarm Approach Html

Vintage Italian Carved Wooden Leaf Bowl By Objetluv On Etsy Leaf Bowls Carving Wood Carving Faces
Https Www Mdpi Com 1996 1944 13 17 3839 Pdf

The Effect Of Cutting Jet Variation On Striation Formation In Abrasive Water Jet Cutting Sciencedirect

Pdf Laser Cutting Of Variable Thickness Materials Understanding The Problem
Pdf Effect Of Process Parameters On Laser Cutting Process A Review
Materials Free Full Text Laser Cutting A Review On The Influence Of Assist Gas Html

Nano Second Pulsed Dpss Nd Yag Laser Striation Free Cutting Of Alumina Sheets Sciencedirect
Https Journals Sagepub Com Doi Pdf 10 1177 0954405420911529
Pdf Co2 Laser Cut Quality Of 4130 Steel
Parameter Window For Good Quality Cutting Of 10 Mm Stainless Steel Download Scientific Diagram

Pdf Study On The Role Of Supersonic Nozzle In Fiber Laser Cutting Of Stainless Steel


Buy Online At Jaypore Com Shibori Bedding Blue Rooms Tie Dye Bedding

Dross Formation And Process Parameters Analysis Of Fibre Laser Cutting Of Stainless Steel Thin Sheets Topic Of Research Paper In Nano Technology Download Scholarly Article Pdf And Read For Free On Cyberleninka
Untitled Document

The Influence Of Sulphur Content On The Quality Of Laser Cutting Of Steel Sciencedirect

Pdf Parametric Study Of The Effect Of Feed Speed And Power On Laser Cut Quality Of 4130 Steel
Applied Sciences Free Full Text Improvement Of Laser Beam Fusion Cutting Of Mild And Stainless Steel Due To Longitudinal Linear Beam Oscillation Html

Pdf Laser Cutting With Direct Diode Laser
Https Lia Scitation Org Doi Pdf 10 2351 1 5061250
Osa Numerical Approach For Hydrodynamic Behavior In The Kerf With A Quasi Complete Model Of The Laser Cutting Process

Flame Cutting Charles Day Steels
Http Iopscience Iop Org Article 10 1088 0022 3727 40 22 009 Pdf

Pdf Investigation Of The Piercing Process In Laser Cutting Of Stainless Steel

Pdf Laser Power Requirement For Cutting Thick Section Steel And Effects Of Processing Parameters On Mild Steel Cut Quality
Https Dl Asminternational Org Handbooks Chapter Pdf 203280 A0006532 Pdf

Laser Beam Cutting An Overview Sciencedirect Topics

Investigation On The Melt Ejection And Burr Formation During Laser Fusion Cutting Of Stainless Steel Journal Of Laser Applications Vol 32 No 2
Https Lia Scitation Org Doi Pdf 10 2351 1 5009792
Source : pinterest.com
